« Mais comment font-ils pour qu'il n'y ait pas de couture ? » Écoutez, nous ne sommes pas des magiciens (peut-être des « métamagiciens »...). Mais si nous l'étions, voici notre tour de magie :

Abracadabra… *met en marche la machine d'électroérosion à fil, attend 3 jours, rectifie puis polit*… et les coutures disparaissent comme par magie !

Vous voyez, pas de coutures ! (Ne louchez pas)
Aujourd'hui, je veux vous présenter le merveilleux processus qui rend possible cette incroyable prouesse : l'usinage par électroérosion à fil (EDM). Et pour mieux comprendre l'électroérosion à fil, nous devons d'abord examiner l'électroérosion dans son ensemble.
Alakazam !
Usinage par décharge électrique (EDM) sans fil
Je sais ce que vous pensez. Si ce n'est pas de la magie, qu'est-ce que c'est ? L'usinage par décharge électrique, ou EDM pour faire plus court, utilise l'énergie électrique plutôt qu'une force mécanique pour retirer de la matière d'une pièce à usiner.
D'accord, et comment cela fonctionne-t-il ?... Magie !
Non, attendez, je vais vous expliquer. Il y a deux électrodes : l'outil et la pièce à usiner. Lorsqu'une tension (très, très) élevée est appliquée entre ces électrodes, et qu'elles sont suffisamment proches, une étincelle se forme. Chaque fois que l'étincelle saute entre les électrodes, une partie de la pièce à usiner disparaît comme par magie. Taa-daa…

Des étincelles !
Ces étincelles se produisent très rapidement – jusqu'à des millions de fois par seconde – et l'espace contrôlé par ordinateur qu'elles traversent est appelé l'interstice de décharge. Pour des raisons de contrôlabilité et d'autres raisons que je partagerai bientôt, ce processus n'est pas effectué à l'air libre mais dans un liquide diélectrique.
Comme on peut s'y attendre, ces étincelles deviennent très chaudes. En fait, la température au point de décharge peut atteindre entre 8 000 et 12 000 °C. C'est suffisamment chaud pour faire fondre, vaporiser et éroder la matière. Mais comme les étincelles sont très localisées, seule une petite quantité de matière est retirée à la fois.
Liquide diélectrique d'EDM à triple usage
Le liquide diélectrique joue plusieurs rôles.
- Il refroidit et solidifie rapidement le matériau en fusion
- Il évacue les particules érodées
- Il agit également comme semi-conducteur pour aider à stabiliser le processus d'EDM
Habituellement, le liquide de choix est de l'eau déionisée ou une huile spécialisée.

Liquide diélectrique
En règle générale, vous choisiriez de l'eau déionisée si vous travaillez avec l'électroérosion à fil, des géométries complexes et des pièces de haute précision. Et ensuite une huile spécialisée si vous travaillez avec l'électroérosion par enfonçage (voir ci-dessous) et des matériaux durcis.
Zone affectée thermiquement… ou pas ?
Maintenant, parce que le chauffage est extrêmement magique, pardon, localisé, et que le liquide diélectrique aide à refroidir très rapidement la pièce à usiner, la zone affectée thermiquement (ZAT) est petite. Et, généralement, elle n'a pas d'impact sur les traitements thermiques des matériaux.
Mais les métaux et le chauffage et refroidissement rapides ne vont pas toujours de pair. Ainsi, bien que petite et pas dans la même mesure qu'avec le soudage, la ZAT peut présenter des risques potentiels. De plus, il est toujours amusant de comprendre la situation dans son ensemble.
Pour mon prochain tour... un cours accéléré sur la ZAT.

ZAT de soudage
Le chauffage et le refroidissement rapides, en bref, induisent des contraintes thermiques. Les contraintes thermiques, à leur tour, altèrent la microstructure d'un métal, ce qui ensuite, à son tour, altère ses propriétés. Par exemple, dans les aciers, la martensite (une phase dure et fragile de la microstructure) peut se former près de la surface. Ceci est dû au fait que le cyclage thermique rapide ne laisse pas le temps nécessaire au carbone de diffuser – et il reste piégé. En conséquence, des contraintes de traction s'accumulent et des microfissures peuvent se former, causant potentiellement une défaillance du matériau (biieeen plus tôt qu'elle ne le devrait).
Encore une fois, la ZAT est plus petite dans l'EDM que dans le soudage. Mais le principe est le même.
Choisissez un type d'EDM, n'importe lequel
Avant d'examiner l'électroérosion à fil, j'aimerais partager d'autres types. L'électroérosion conventionnelle, comme nous venons de le voir, est excellente pour graver la matière – et moins bonne pour des processus comme la coupe ou le perçage.
Chaque type d'EDM suit le même processus, mais la forme de l'électrode de l'outil change afin de pouvoir faire disparaître la matière différemment.
Électroérosion par enfonçage (ou électroérosion par fil)
Ici, vous utilisez une électrode profilée, après l'avoir immergée dans un liquide diélectrique, pour former des cavités ou des formes complexes. Comme ceci :

Notez l'électrode profilée
Électroérosion par perçage
Ici, vous utilisez une électrode tubulaire pour percer de petits trous précis dans une pièce à usiner. Ceci est particulièrement courant pour percer de petits trous dans les aubes de turbine afin de créer des canaux de refroidissement complexes.

Vous voyez les petits trous ?
Maintenant, place au tout-puissant. N'essayez pas ça à la maison.
Électroérosion à fil : l'envers du décor
L'usinage par décharge électrique à fil (WEDM), aussi appelé électroérosion à fil, suit un processus très similaire. Mais plutôt que de graver comme l'EDM conventionnelle, le WEDM coupe. (Pas une personne dans une boîte non plus)

L'électroérosion à fil utilise un fil métallique fin, alimenté en continu, pour découper une pièce à usiner en formes complexes. Le fil ressemble en fait beaucoup à une lyre à fromage (et avant que vous n'y pensiez, non, vous ne devriez probablement pas essayer de « découper au fil » votre fromage à la maison). Ici, le fil métallique est l'électrode, et il s'érode en même temps que la pièce à usiner – d'où son alimentation continue. Pour créer des profils supérieurs et inférieurs différents de la pièce à usiner, vous pouvez également incliner le fil pour créer des pentes. (Pour votre information : Voici un excellent schéma)
Comme les autres types d'EDM, les deux pièces doivent être conductrices pour que le processus fonctionne. Souvent, les ateliers d'usinage utilisent du laiton ou du cuivre (stratifié) comme fil en raison de leur conductivité élevée. Mais des fils en tungstène, molybdène et à âme en acier sont également utilisés.
Généralement, une électrode filaire a un diamètre compris entre 0,1 et 0,3 mm, mais selon ce qu'ils coupent et l'application du produit final, vous pouvez utiliser des diamètres plus petits ou plus grands.
Voici une excellente présentation de l'EDM gracieusement offerte par Steve Mould
Précision capillaire
La véritable magie de l'électroérosion à fil réside dans le fait que vous pouvez couper tous les métaux. Ainsi, pour tous ces matériaux difficiles à travailler que les outils de coupe traditionnels ne peuvent pas couper ou façonner, l'électroérosion à fil le peut.
Cela pose la question : peuvent-ils bien couper ? Ou la coupe ressemblera-t-elle à une corde effilochée et brûlée d'un magicien raté ? La réponse est un oui retentissant... en faveur d'une coupe impeccable.
Les machines d'électroérosion à fil peuvent maintenir une précision de positionnement du fil d'environ 0,0001 mm et couper des pièces à une tolérance de 0,002 mm, bien que certaines machines spécialisées puissent aller encore plus loin. C'est comme prendre une feuille de papier et la couper six fois dans son épaisseur. Ou un cheveu cinq fois.
Hocus-pocus ! Oh, attendez…
Avantages de l'électroérosion à fil
L'électroérosion à fil est populaire pour une longue liste de bonnes raisons. Voyons lesquelles.
- Précision et exactitude. Comme nous l'avons vu, l'électroérosion à fil présente des tolérances extrêmement fines, ce qui la rend idéale pour de nombreuses applications importantes.
- Faible déformation de la pièce à usiner. Il n'y a pas de chauffage en masse, de déchirure ou de fracture. En fait, il n'y a aucun impact physique. Ainsi, comparativement, les contraintes internes sont très faibles (même avec la ZAT).
- Formes complexes. Vous disposez de géométries 2D illimitées. L'électroérosion à fil est infiniment manœuvrable et ne peut pas appliquer de force de manière inappropriée. Actuellement, les géométries 3D sont limitées, mais grâce à l'électroérosion à fil à 5 axes, elles s'améliorent rapidement.
- Fonctionne avec tous les métaux. Vous pouvez travailler avec n'importe quel matériau conducteur. Étant donné que l'électroérosion à fil n'applique aucune force, la dureté et la fragilité n'ont aucun impact sur le taux de processus.
- Efficacité du processus. Grâce à la précision et à l'absence de force appliquée, les pièces à usiner n'ont pas de bavures ni de déformations, ce qui signifie qu'elles nécessitent moins de processus ultérieurs.
- Fonctionnement sûr. Même avec des tensions élevées, l'électroérosion à fil reste très sûre et prévisible. (Les machines EDM travaillent souvent de nuit car elles sont un peu lentes aussi).
- Pas de fixations. Vous n'avez pas besoin de fixations spécifiques pour couper et traiter les pièces. Et elles sont généralement assez chères.
- Capacités pour les matériaux faibles. Non seulement l'électroérosion à fil est bonne pour les matériaux extrêmement durs, mais aussi pour les plus faibles. Comme aucune force n'est appliquée, les matériaux qui sont généralement trop fragiles pour l'usinage traditionnel peuvent être coupés et façonnés avec facilité.
- Petites séries de production. Grâce à la nature du processus, le WEDM peut prendre en charge de petites séries de production.
Mais qu'en est-il du revers de la médaille ?
Inconvénients de l'électroérosion à fil
Bien sûr, rien n'est parfait. L'électroérosion à fil a aussi ses inconvénients. Alors, alakazam, les voici :
- Angles vifs. Parce que le fil a un diamètre minuscule (~0,1 à 0,3 mm), il ne peut tout simplement pas produire d'angles vifs. Bien sûr, la taille du fil varie, donc le rayon minimum de la pièce aussi. Mais les angles vifs que la découpe traditionnelle peut fournir, l'électroérosion à fil ne le peut pas.
- Matériaux conducteurs uniquement. Ce n'est pas un problème si vous ne coupez que des métaux. Mais cela exclut les composites, les plastiques et tout matériau revêtu non conducteur.
- Les machines EDM sont coûteuses à l'achat, l'entretien n'est pas toujours bon marché, et vous devez également payer les consommables (fil et liquide diélectrique).
- C'est lenttt. Par rapport à de nombreuses machines de découpe traditionnelles, l'électroérosion à fil est lente.
- ZAT. Bien que localisée, la pièce est toujours chauffée à des milliers de degrés. Ce cyclage thermique rapide peut avoir un effet d'entraînement sur les propriétés du matériau.
- Couches d'oxyde. Sur certains matériaux, comme l'aluminium, des couches d'oxyde peuvent se former. Cela peut nécessiter un nettoyage secondaire ou des traitements supplémentaires avant que la pièce puisse être validée.
- Les tubes sont à proscrire. Les tubes ou les formes creuses sont plus difficiles à serrer, ce qui les rend plus difficiles à couper et à refroidir. L'électroérosion à fil est bien meilleure pour les formes pleines.
- Rugosité de surface. Oui, c'est précis. Oui, cela ressemble à de la magie. Mais la découpe par électroérosion à fil peut laisser une certaine rugosité de surface. Cependant, avec des passes supplémentaires ou des mesures additionnelles, elle peut aussi ne pas en laisser.
Applications de l'électroérosion à fil
L'électroérosion à fil peut couper des métaux ferreux et non ferreux, des pièces longues et lourdes, ainsi que des pièces petites et complexes. C'est donc une méthode très courante de découpe et de façonnage des métaux. Plusieurs industries l'utilisent, et les principales sont…
Automobile
Comme le fil n'entre pas en contact, il n'a pas besoin d'être plus résistant que la pièce à usiner (comme ce serait le cas avec d'autres méthodes de coupe). L'électroérosion à fil est donc idéale pour les matériaux durs, qui peuvent ensuite être utilisés pour fabriquer des outils et des matrices. Les mêmes outils et matrices qui fabriquent les pare-chocs, les tableaux de bord et les portières de voiture.
Aérospatiale
Grâce à sa précision, l'électroérosion à fil est idéale pour produire des pièces avec des tolérances serrées. Et comme nous le savons, la dureté n'a aucun impact sur le processus, c'est donc souvent le processus d'usinage privilégié par les fabricants de pièces aérospatiales. Les pièces les plus courantes incluent les éléments internes des moteurs et les aubes de turbine.
Médical
Là encore, grâce à ses niveaux de précision extrêmes et à sa capacité à façonner des géométries complexes, l'électroérosion à fil est également utilisée dans les domaines médicaux, notamment l'optométrie et la dentisterie. Étant donné que le diamètre du fil détermine la taille de la coupe, et que les diamètres de fil sont généralement très petits, les machines WEDM peuvent produire de minuscules caractéristiques sur des pièces comme les implants dentaires et les composants de seringues. Le tout sans déformer ni compromettre l'intégrité structurelle de la pièce.
Anti-stress
Et peut-être le plus important de tous… l'« anti-stress ». L'électroérosion à fil aide à créer des jouets anti-stress qui semblent magiques, qui font mal aux doigts et qui stimulent la curiosité. Au compte de trois, prononcez les mots magiques…
1… 2… 3…
« MetMo Cube »
*Nuage de fumée*

Le MetMo Cube qui est maintenant en régime de commande par vagues grâce à sa popularité
Amour, désir et création de fil à fromage pour la coupe de métaux
Alors, si vous êtes toujours là et que vous voulez en savoir encore plus sur l'électroérosion à fil, chuchotez à nouveau les mots magiques. Non, pas cette fois-ci.
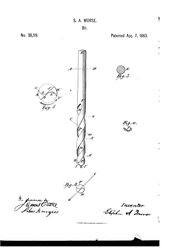
Tout a commencé avec le scientifique, théologien, chimiste, philosophe, théoricien politique (et malheureusement pas magicien) qui a découvert l'oxygène : Joseph Priestley. Non seulement sa gestion du temps était impressionnante, mais ses observations enregistrées l'étaient aussi. Car en 1770, il a noté que les charges électriques pouvaient enlever de la matière des électrodes.
Plus tard, en 1881, Auguste de Méritens s'est appuyé sur ces observations et a commencé à transférer de la matière en utilisant des décharges électriques en soudage à l'arc.
Cependant, ce n'est qu'à la fin de la Seconde Guerre mondiale, en 1943, que deux chercheurs soviétiques ont découvert comment éroder des matériaux difficiles à travailler comme le tungstène de manière précise et reproductible. Ce sont Boris et Natalya Lazarenko, mari et femme, qui ont donné vie à l'EDM.
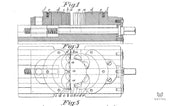
À peu près à la même époque, aux États-Unis, Jack Beaver, Harold Stark et Victor Harding ont développé une machine d'érosion par étincelles pour retirer les boulons et tarauds cassés des pièces moulées en aluminium. Ce fut une découverte complètement indépendante et une coïncidence totale.
Mais la machine américaine pouvait produire des arcs à une vitesse de 60 décharges par seconde (contre des millions maintenant). Des développements ultérieurs ont utilisé la génération d'impulsions à tube à vide et ont obtenu plusieurs milliers d'arcs par seconde, ce qui en a fait une méthode d'usinage des métaux encore lente mais plus viable.
L'électroérosion à fil (EDM à fil), telle que nous la connaissons aujourd'hui, est apparue en 1967, encore une fois, venue de l'Union Soviétique. C'était une sorte de «scie à ruban à arc» ou de «coupe-fromage» qui découpait ou tranchait des formes 2D complexes.
Les progrès continuent. Et dans les années 80, les décharges d'EDM sont devenues de plus en plus rapides. En fait, elles pouvaient désormais éroder la matière à des vitesses de 64 mm2/min. Certes, pour les matériaux faciles à travailler, ce n'était pas encore très populaire, mais pour les matériaux difficiles à travailler comme l'acier trempé et le titane, le résultat en valait la peine (et l'option la plus rentable).
Depuis, l'EDM a continué à se développer pour devenir ce qu'elle est aujourd'hui. Et il existe maintenant des machines d'électroérosion à fil à 5 axes qui gèrent des opérations complexes dans une variété d'industries.
La coupe finale
Voilà ! Après bien trop de calembours magiques tragiques, vous êtes maintenant un expert de l'EDM. Vous savez quels types il y a, comment ils fonctionnent, ce qu'ils font, où ils sont utilisés et d'où ils viennent.
Vous avez peut-être même trouvé une nouvelle façon de couper votre fromage.
Mais, de toute façon, vous avez vu au-delà des coutures, espérons-le, pour réaliser que les coutures étaient là depuis le début…
Encore une fois, si vous souhaitez voir ce que nous pouvons faire avec l'EDM à fil, le MetMo cube est lié ici. Ou pour en savoir plus, lisez cet article.




























Partager:
L'heure est aux gadgets à la sauce Inspecteur Gadget...
Pocket Driver : De l’argent à l’or